Цветная лазерная гравировка – это инновационная технология, которая позволяет создавать яркие и долговечные изображения на различных материалах. Программное обеспечение EzCad2 – один из самых популярных инструментов для работы с лазерными станками, обеспечивающий точность и надежность. В этом материале мы подробно рассмотрим процесс настройки в EzCad2 для выполнения цветной гравировки.
Что такое цветная лазерная гравировка?
Цветная гравировка с использованием лазера – это процесс нанесения цветных изображений на металл, достигаемый путем управления параметрами лазера. Технология позволяет создавать цветовые эффекты за счет изменения температуры поверхности материала и контролируемого окисления.
Чем гравировка отличается от маркировки и в каких задачах что применять — в статье лазерная маркировка и гравировка: отличия.
Подготовка оборудования и материалов
Выбор лазерного станка
Для работы с цветной лазерной гравировкой подходят волоконные лазерные станки с возможностью точной регулировки мощности, частоты и скорости. Убедитесь, что ваш станок совместим с программой EzCad2.
Материалы
Лучше всего для цветной гравировки подходит нержавеющая сталь. Она обладает высокой термостойкостью и хорошо реагирует на изменения температуры, что позволяет добиться насыщенных и стойких цветов.
Установка и настройка программы EzCad2
Шаг 1. Установка ПО
- Загрузите последнюю версию EzCad2 с официального сайта производителя.
- Установите программу на компьютер, следуя инструкциям.
- Подключите лазерный станок к компьютеру через USB-порт.
Шаг 2. Настройка основных параметров
- Рабочее поле. Укажите размеры рабочей области, соответствующие характеристикам вашего станка.
- Лазерный источник. Убедитесь, что в настройках выбрана модель вашего лазера.
- Единицы измерения. Рекомендуется использовать миллиметры для большей точности.
Создание дизайна для цветной гравировки
Импорт графического файла
- Поддерживаемые форматы: AI, DXF, BMP, PLT и другие.
- Загрузите файл в программу через вкладку «File» > «Import».
- Убедитесь, что изображение правильно масштабировано для вашего рабочего поля.
Подготовка изображения
- Преобразуйте файл в векторный формат, если это требуется для вашего дизайна.
- Используйте инструменты программы для детализации и корректировки изображения.
Параметры для выполнения цветной гравировки
Правильная настройка параметров лазера в EzCad2 – ключ к успешной цветной лазерной гравировке. Каждый из параметров влияет на итоговое качество изображения, яркость и насыщенность цветов. Рассмотрим их более подробно.
1. Мощность лазера
Мощность лазера определяет интенсивность воздействия на поверхность материала. Для цветной гравировки важно подобрать оптимальное значение, чтобы избежать избыточного нагрева или недостаточного воздействия.
- Низкая мощность (10–30%) – подходит для тонких линий и слабых цветовых эффектов. Используется для создания менее насыщенных цветов.
- Средняя мощность (30–50%) – обеспечивает универсальное решение для большинства материалов, позволяя получить чёткие и яркие цвета.
- Высокая мощность (50–70%) – используется для более насыщенных и глубоких цветов. Однако при чрезмерной мощности материал может перегреваться, что приведёт к потере деталей изображения.
Совет: Начинайте с низкой мощности и постепенно увеличивайте, чтобы достичь оптимального результата.
2. Частота импульсов
Частота импульсов – это количество лазерных импульсов в секунду, измеряемое в килогерцах (кГц). Частота напрямую влияет на взаимодействие лазера с материалом.
- Низкая частота (20–50 кГц) – подходит для грубой обработки и создания простых форм. Не рекомендуется для цветной гравировки.
- Средняя частота (50–100 кГц) – используется для работы с тонкими линиями и более детализированными изображениями.
- Высокая частота (100–200 кГц) – идеальный выбор для цветной гравировки. Она позволяет достичь равномерности и насыщенности цветов за счёт контролируемого нагрева материала.
Совет: Для работы с нержавеющей сталью, которая является основным материалом для цветной гравировки, рекомендуется использовать частоту от 100 кГц и выше.
3. Скорость сканирования
Скорость сканирования определяет, с какой скоростью лазер перемещается по поверхности материала. Этот параметр влияет на глубину и насыщенность гравировки:
- Медленная скорость (100–300 мм/с) – обеспечивает насыщенные цвета, так как лазер дольше воздействует на материал.
- Средняя скорость (300–500 мм/с) – баланс между скоростью и качеством. Используется для большинства задач.
- Высокая скорость (500–1000 мм/с) – подходит для быстрого нанесения изображений, но может снижать насыщенность цветов.
Совет: Для достижения насыщенных цветных эффектов рекомендуется использовать скорость 300–500 мм/с.
4. Фокусировка лазера
Фокусировка – это настройка оптимального расстояния между лазерным излучателем и поверхностью материала. От правильного фокуса зависит чёткость и яркость гравировки:
- Неправильная фокусировка может привести к размытому изображению или недостаточной насыщенности цветов.
- Точный фокус обеспечивает максимальную плотность энергии лазера, что необходимо для создания стойких цветовых эффектов.
Совет: Используйте специальный инструмент или автофокус, если он доступен на вашем станке, для точной настройки фокуса.
5. Ширина линии (Line Spacing)
Ширина линии – это расстояние между соседними проходами лазера. Чем меньше расстояние, тем плотнее гравировка, что влияет на насыщенность цветов.
- Малое расстояние (0.01–0.05 мм) – создаёт насыщенные и плавные переходы цвета.
- Большое расстояние (0.1–0.2 мм) – подходит для экономии времени, но может снижать детализацию.
Совет: Для цветной гравировки на нержавеющей стали рекомендуется ширина линии 0.02–0.05 мм.
6. Время воздействия
Время воздействия определяет, как долго лазер обрабатывает одну и ту же область. Долгое воздействие усиливает насыщенность цветов, но может вызвать перегрев материала:
- Короткое время воздействия – для создания более светлых и ненасыщенных оттенков.
- Долгое время воздействия – для ярких и глубоких цветов.
Совет: Настройте повторный проход лазера для участков, где требуется усиление цветового эффекта.
7. Тип лазерного заполнения (Hatch)
Тип заполнения определяет, как лазер заполняет внутреннюю область изображения:
- Однонаправленное заполнение (Uni-directional) – подходит для простых дизайнов.
- Перекрёстное заполнение (Cross-hatch) – даёт равномерный и насыщенный цвет за счёт многократного пересечения линий.
- Круговое заполнение (Circular) – создаёт мягкие градиенты и переходы.
Совет: Для сложных изображений и насыщенных цветов рекомендуется использовать перекрёстное заполнение с мелкими линиями.
Таблица параметров для цветной гравировки на нержавеющей стали
Цвет на нержавейке зависит от температуры нагрева, а её задаёт сочетание мощности, частоты и скорости. Это ориентировочные значения для волоконного лазера 20–30 Вт — точные подбираются тестом под конкретный станок и материал:
| Цвет | Мощность | Частота | Скорость | Шаг (Line) |
|---|
| Золотистый / жёлтый | 20–30% | 60–80 кГц | 300–400 мм/с | 0.03 мм |
| Красный / розовый | 25–35% | 80–100 кГц | 200–300 мм/с | 0.02 мм |
| Фиолетовый / синий | 30–40% | 100–130 кГц | 150–250 мм/с | 0.02 мм |
| Голубой / бирюзовый | 35–45% | 130–160 кГц | 150–200 мм/с | 0.02 мм |
| Зелёный | 40–50% | 150–200 кГц | 100–200 мм/с | 0.015 мм |
| Чёрный (глубокий) | 50–60% | 20–40 кГц | 100–150 мм/с | 0.01 мм |
⚠️ Цвет крайне чувствителен к фокусу и марке стали (304, 316 дают разные оттенки). Поэтому перед серией обязательно делайте тестовую матрицу — см. ниже.
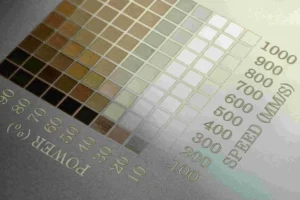
Тестовая матрица параметров (как подобрать цвет за один прогон)
Чтобы не перебирать настройки вслепую, создайте в EzCad2 матрицу квадратов 5×5 мм, где по горизонтали меняется частота, по вертикали — скорость (при фиксированной мощности). Один прогон такой матрицы на пробной пластине даёт наглядную палитру: вы сразу видите, какое сочетание даёт нужный цвет.
📩 Готовый тестовый файл-матрицу для EzCad2 и таблицу параметров под вашу модель станка мы высылаем покупателям и можем подготовить под ваш лазер — напишите в Telegram или WhatsApp.
Правильная настройка всех параметров – это основа для получения качественной и эстетически привлекательной цветной лазерной гравировки. Экспериментируйте, проводите тестовые прогоны и добивайтесь идеальных результатов.
Пошаговый процесс гравировки в EzCad2
Цветная лазерная гравировка требует тщательного соблюдения каждого этапа, чтобы достичь качественного результата. В этом разделе подробно рассмотрим, как пошагово выполнить процесс гравировки в программе EzCad2.
Шаг 1. Подготовка рабочего места
Перед началом гравировки важно подготовить оборудование и рабочую зону:
- Очистка материала.
- Убедитесь, что поверхность материала чистая, сухая и без жирных пятен. Любые загрязнения могут повлиять на результат гравировки.
- Используйте изопропиловый спирт или специальное чистящее средство для металлов.
- Закрепление материала.
- Надёжно зафиксируйте материал на рабочей поверхности станка.
- Используйте тиски, магнитные фиксаторы или двусторонний скотч, чтобы избежать смещения во время работы лазера.
- Проверка оборудования.
- Проверьте, что лазерный станок исправен, а фокусирующая линза чистая.
- Убедитесь, что система охлаждения (если она предусмотрена) функционирует нормально.
Нестабильное питание во время гравировки сбивает частоту и портит цвет — почему для стабильного результата нужен онлайн-ИБП для лазера.
Шаг 2. Импорт дизайна в EzCad2
- Выбор файла.
- Загрузите дизайн через меню «File» > «Import». EzCad2 поддерживает форматы AI, BMP, DXF, PLT и другие.
- Убедитесь, что файл в векторном формате, если требуется высокая детализация.
- Масштабирование и позиционирование.
- Настройте размеры изображения, чтобы оно соответствовало размеру вашего материала.
- Используйте инструменты перемещения в программе, чтобы точно разместить дизайн в пределах рабочей области.
- Проверка контуров.
- Включите режим предварительного просмотра («Frame») для проверки, правильно ли расположено изображение. Лазер пройдёт по контуру дизайна, не включая излучение.
Шаг 3. Настройка параметров лазера
- Мощность и частота.
- Введите оптимальные параметры мощности, частоты и скорости в меню «Parameter Settings». Для цветной гравировки используйте высокую частоту (100–200 кГц) и среднюю мощность (30–50%).
- Тип заполнения (Hatch).
- Выберите тип заполнения для вашего дизайна. Для равномерной цветной гравировки рекомендуем Cross-hatch с линиями шагом 0.02–0.05 мм.
- Фокусировка.
- Настройте фокус лазера, используя автоматическую или ручную фокусировку. Убедитесь, что фокусное расстояние соответствует характеристикам линзы.
Шаг 4. Тестовые прогоны
Перед тем как приступить к основной гравировке, проведите несколько тестов:
- Тест на малом участке.
- Выберите небольшой участок материала и выполните пробную гравировку с выбранными параметрами.
- Оцените результат: насыщенность цвета, чёткость линий и равномерность заполнения.
- Корректировка параметров.
- Если результат не соответствует ожиданиям, отрегулируйте мощность, частоту или скорость.
- Повторите тестирование до достижения желаемого эффекта.
Шаг 5. Запуск процесса гравировки
- Проверка безопасности.
- Убедитесь, что рабочая зона защищена. Наденьте защитные очки, соответствующие длине волны вашего лазера.
- Убедитесь, что рядом нет посторонних предметов и людей.
- Запуск программы.
- Нажмите кнопку «Start» в интерфейсе EzCad2, чтобы запустить процесс гравировки.
- Наблюдайте за работой лазера, чтобы вовремя заметить возможные ошибки или сбои.
Шаг 6. Финальная обработка
- Очистка материала.
- После завершения гравировки удалите остатки пыли или окалины. Используйте мягкую ткань или щётку.
- При необходимости нанесите защитное покрытие, чтобы сохранить цвета.
- Проверка качества.
- Осмотрите результат под разными углами, чтобы убедиться, что цвета насыщенные, линии чёткие, а гравировка равномерная.
- При необходимости выполните повторный проход для усиления цветового эффекта.
Шаг 7. Архивирование параметров
- Сохранение параметров.
- Если вы добились идеального результата, сохраните настройки лазера для последующего использования.
- В меню EzCad2 выберите «Save Parameters» и укажите имя файла.
- Документирование процесса.
- Занесите в заметки параметры мощности, частоты, скорости и тип заполнения. Это поможет воспроизвести процесс в будущем.
Следуя этим шагам, вы сможете достичь идеальных результатов при цветной лазерной гравировке с использованием программы EzCad2. Такой подход обеспечивает точность, яркость цветов и долговечность готового изделия.
Советы для достижения идеальных результатов
- Экспериментируйте с параметрами. Каждый материал реагирует на лазер по-разному, поэтому настройка может потребовать нескольких итераций.
- Используйте защитное оборудование. Цветная гравировка требует высокой точности, поэтому важно защищать глаза и кожу от лазерного излучения.
- Обновляйте ПО. Регулярное обновление EzCad2 гарантирует стабильную работу и доступ к новым функциям.
Не получается настроить цвет? Поможем
Цветная гравировка — самый капризный режим: результат зависит от станка, марки стали, фокуса и десятка параметров. Если нет времени подбирать настройки экспериментально:
- 🎯 Настроим ваш станок под цветную гравировку — выезд или удалённо, с подбором параметров под ваши материалы: услуга настройки.
- 🎓 Обучим работе в EzCad2 — от основ до цветной гравировки и фото: обучение оператора.
- 🖼️ Сделаем гравировку за вас — если нужен готовый результат без покупки оборудования: услуга лазерной гравировки.
А если вы только присматриваете станок для цветной гравировки — подойдёт волоконный маркиратор с поддержкой цветного режима. Подобрать станок.
Преимущества цветной лазерной гравировки с использованием EzCad2
- Высокая точность. EzCad2 обеспечивает микронный уровень детализации.
- Долговечность. Цветные изображения устойчивы к истиранию и воздействию окружающей среды.
- Универсальность. Программа поддерживает работу с различными материалами и дизайнами.
Цветная лазерная гравировка является лишь дополнительным вариантом применения станка, со всеми его характеристиками вы можете ознакомиться перейдя по ссылке на лазерный маркиратор для цветной гравировки.
Частые вопросы о цветной гравировке в EzCad2

