
Содержание
Лазерный станок превращает световую энергию в инструмент, который режет, гравирует, варит и очищает материалы без физического контакта. В этой статье мы разбираем принцип работы лазерного станка по шагам: из чего он состоит, как луч взаимодействует с металлом и неметаллами, чем отличается резка от гравировки и сварки, и как на таком оборудовании работает оператор. Материал основан на нашем практическом опыте поставки, настройки и обслуживания лазерной техники.
Лазерный станок — это оборудование, которое обрабатывает материалы сфокусированным лазерным излучением: режет, гравирует, маркирует, сваривает и очищает поверхности. Узконаправленный пучок высокой мощности обеспечивает бесконтактную, точную и чистую обработку металлов, пластика, дерева, тканей, стекла и других материалов. В отличие от механического инструмента, лазер не изнашивается о заготовку и не создаёт давления на неё, поэтому деталь не деформируется, а кромка получается аккуратной.
Само слово «лазер» (от англ. Light Amplification by Stimulated Emission of Radiation) описывает физику процесса — усиление света за счёт вынужденного излучения. Именно поэтому лазерный луч обладает тремя свойствами, недостижимыми для обычного света:
Эти три свойства и отличают промышленный лазер от лампы или светодиода: энергию можно сконцентрировать на микроскопической площади и точно дозировать.
Лазерный станок состоит из шести функциональных узлов: источника излучения, оптической системы, системы перемещения луча, ЧПУ-управления, охлаждения и газовой системы. Каждый узел отвечает за свой этап — от генерации луча до отвода продуктов обработки. Ниже разбираем их по порядку.

Источник генерирует сам луч и определяет, с какими материалами сможет работать станок. Внутри источника находятся три ключевых элемента: активная среда (газ, кристалл или оптическое волокно, в котором рождается излучение), источник накачки (возбуждает активную среду — электрическим разрядом или светом) и резонатор (система зеркал, которая усиливает и формирует луч).
По типу активной среды источники делятся на три класса:
Подробнее о различиях — в нашем материале сравнение CO₂ и волоконных лазеров.
Оптика направляет луч от источника к заготовке и фокусирует его. В неё входят зеркала (в CO₂-станках они отражают луч и задают траекторию), коллиматор (формирует параллельный пучок) и фокусирующая линза, которая сжимает энергию в точку. Дополнительная защитная линза прикрывает дорогостоящую оптику от брызг расплава и дыма. От правильной фокусировки напрямую зависят глубина и чёткость обработки.

Этот узел перемещает точку фокуса по поверхности материала, и его конструкция зависит от задачи. В граверах и маркерах используется гальванометрический сканатор — блок из двух зеркал на быстрых приводах, который меняет угол отражения луча и «рисует» изображение с огромной скоростью. В режущих станках по металлу применяется портальная система: она физически перемещает лазерную голову по координатам X, Y и Z над листом.
Контроллер — это «мозг» станка: он управляет перемещением головы и работой излучателя по заданной программе (G-коды или векторный макет). Оператор задаёт траекторию и параметры, а ЧПУ точно их отрабатывает, обеспечивая повторяемость результата на серии деталей.
Охлаждение отводит избыточное тепло от источника и оптики, удерживая рабочую температуру в стабильном диапазоне. Чаще всего применяется водяное охлаждение через чиллер; рабочая температура поддерживается в пределах 20–25 °C. Перегрев — одна из частых причин падения мощности и преждевременного выхода источника из строя.
Газовая система подаёт вспомогательный газ в зону реза — это критично именно для резки металла. Тип газа влияет на скорость и качество кромки:
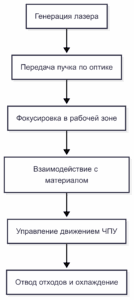
Принцип работы лазерного станка сводится к семи шагам: от генерации луча в источнике до отвода дыма и стабилизации температуры. Вот как это происходит:
В точке фокуса материал удаляется за счёт абляции — испарения или выжигания микроскопических слоёв под действием сконцентрированной энергии. Локальный нагрев настолько быстрый и точечный, что соседние участки почти не затрагиваются. Именно так формируется и рез (сквозное удаление материала по линии), и гравировка (контролируемое удаление слоя на заданную глубину).
Результат обработки определяют три параметра, которыми управляет оператор:
При работе по металлу луч локально расплавляет и испаряет материал, а вспомогательный газ выдувает расплав из зоны реза. Для металла используют волоконные источники с длиной волны около 1064 нм: металлы хорошо поглощают это излучение, тогда как CO₂-лазер (10,6 мкм) для большинства металлов малоэффективен. Это ключевое отличие, которое определяет выбор станка под металлообработку.
Качество и скорость реза по металлу зависят от связки «мощность источника + тип газа + толщина листа». Ориентировочные возможности волоконной резки:
| Материал | Рекомендуемый газ | Практическая толщина реза |
|---|---|---|
| Углеродистая сталь | Кислород | до 25 мм |
| Нержавеющая сталь | Азот | до 20 мм |
| Алюминий | Азот | до 10 мм |
| Латунь, медь | Азот / воздух | до 6–8 мм |
Значения ориентировочные и зависят от мощности источника и требований к кромке.
Помимо резки, по металлу выполняют гравировку и глубокую маркировку (нанесение логотипов, серийных номеров, QR- и Data Matrix-кодов), а также лазерную сварку и очистку от ржавчины и краски. Подобрать станок под конкретный металл и толщину помогут наши специалисты — или каталог станков по металлу.
Один лазерный станок может выполнять несколько операций — всё зависит от мощности, режима и оснастки. Ниже — четыре основных вида обработки и их параметры.
Резка — это сквозное разделение материала по контуру с минимальным зазором. Геометрия получается точной, ширина реза узкой, а скорость на тонких материалах достигает 60 м/мин. Толщина реза — до 25 мм по стали и до 10 мм по алюминию.
Гравировка — это контролируемое удаление поверхностного слоя на заданную глубину (от 0,01 до 1 мм). Подходит для серийной маркировки, штрихкодов, логотипов и художественных изображений с разрешением до 1200 dpi. О том, чем гравировка отличается от маркировки, читайте в материале лазерная маркировка vs гравировка.
Сварка — это соединение металлов за счёт мгновенного локального оплавления кромок. Шов получается прочным и аккуратным, а тепловая деформация деталей минимальна. Технология востребована в ювелирной, медицинской и электронной отраслях. Подробнее — в материале о лазерной сварке.
Очистка — это удаление ржавчины, краски, масла и окалины без абразивов и химии. Луч испаряет загрязнение, не повреждая основной металл, поэтому метод удобен для подготовки поверхности под покраску или пайку.
Работа на лазерном станке строится по пяти этапам: подготовка макета, настройка параметров, фиксация заготовки, выполнение операции и контроль качества. Соблюдение этой последовательности напрямую влияет на результат и безопасность.
Освоить эти этапы помогает обучение работе на оборудовании, которое мы проводим при поставке станка.
Лазерная обработка выигрывает у механической по точности, ресурсу и эксплуатационным расходам. Главные преимущества:
Лазерные станки применяют везде, где нужны точность и чистая кромка — от металлообработки до рекламы. Основные отрасли:
| Отрасль | Применение |
|---|---|
| Металлообработка | Массовая резка и раскрой заготовок |
| Машиностроение | Резка и сварка металлоконструкций |
| Ювелирное производство | Маркировка и гравировка изделий |
| Электроника | Прецизионная резка и пайка |
| Реклама и сувениры | Гравировка по пластику, акрилу, дереву |
| Авиастроение | Лазерная очистка и точная сварка |
Что конкретно можно изготавливать на таком оборудовании, мы собрали в обзоре что можно делать на лазерном станке.
Лазерное излучение опасно для глаз и кожи, поэтому работа на станке требует средств защиты и организованной вытяжки. Базовые правила:
Лазерное оборудование, ввозимое и эксплуатируемое в Республике Беларусь, подпадает под требования технических регламентов Таможенного союза (ТР ТС) по безопасности машин и оборудования и низковольтному оборудованию, а также под действующие государственные стандарты Беларуси (СТБ). Классы лазерной опасности определяются по соответствующему СТБ (гармонизированному с международным IEC 60825-1). Подробнее — в материалах классы опасности лазерных станков и безопасность при работе с лазерными станками.
Это оборудование, которое обрабатывает материалы лучом света. Сфокусированный лазер нагревает материал в одной точке и за счёт этого режет, гравирует, варит или очищает его — без физического контакта инструмента с заготовкой.
Источник генерирует луч, оптика фокусирует его в точку диаметром до 20 мкм, а система перемещения ведёт фокус по поверхности материала. В точке контакта энергия мгновенно нагревает материал и разрушает его — плавит, испаряет или удаляет слой. Всем процессом управляет контроллер ЧПУ по заданной программе.
Главное отличие — тип источника. Для металла нужны волоконные лазеры (длина волны ~1064 нм), которые металл хорошо поглощает, и подача вспомогательного газа. Для дерева, акрила, ткани и бумаги применяют CO₂-лазеры (10,6 мкм). Универсального источника «для всего» нет — станок подбирают под материал.
Металлы (сталь, нержавейка, алюминий, латунь, медь), пластик и акрил, дерево и фанеру, ткань и кожу, бумагу и картон, стекло. Конкретный перечень зависит от типа и мощности источника.
Стоимость зависит от типа станка, мощности источника и оснастки и формируется индивидуально. Актуальные цены в BYN (с НДС 20%) и подбор под вашу задачу — у наших специалистов или через онлайн-подбор станка. При покупке мы предоставляем подменное оборудование на весь срок гарантии (24 месяца), чтобы ваше производство не простаивало.
Базовые навыки осваиваются быстро, но для стабильного качества важно понимать настройку фокуса, мощности и скорости под материал. Мы проводим обучение оператора при поставке оборудования.
Понимание принципа работы лазерного станка помогает выбрать оптимальное оборудование, повысить эффективность производства и снизить затраты. Мы поставляем, настраиваем и обслуживаем лазерную технику и подбираем решение под ваш материал, задачи и бюджет. Обратитесь к нашим специалистам — поможем определиться с типом источника, мощностью и комплектацией.

Технический директор — разработка лазерных систем, техническое консультирование.
Специализируюсь на разработке и внедрении лазерных систем более 7 лет. Руководил созданием более 20 успешных проектов в области лазерной резки, маркировки и цветной лазерной гравировки. Регулярно участвую в международных конференциях по лазерным технологиям и публикую научные работы в профильных изданиях.
Надежные лазерные станки с гарантией бесперебойной работы.